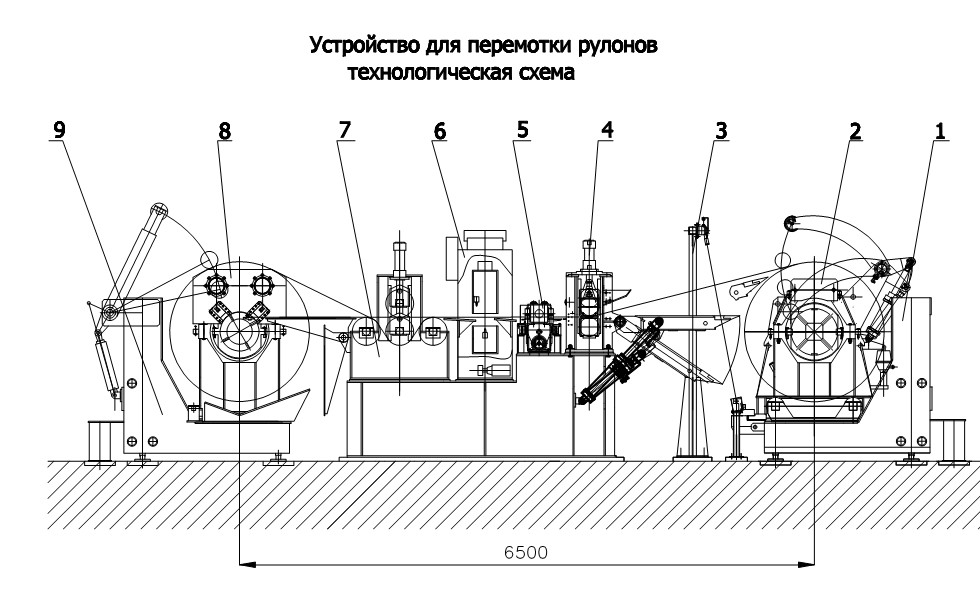
Устройство для перемотки рулонов
Устройство для перемотки рулонов предназначено для перемотки рулонов с заданным натяжением и нанесения разделительной смазки. Устройство для перемотки рулонов выполнено по горизонтальной схеме с последовательным расположением машин. Технологический процесс включает загрузку рулонов, заправку полосы, нанесение разделительной смазки и смотку в плотные рулоны.
Высокое качество смотки обеспечивается созданием равномерного натяжения сматываемой полосы с чувствительной поверхностью без нанесения дефектов при ее смотке.
Непрерывное центрирование полосы по оси осуществляется за счет "плавания" разматывателя при сигнале, поступающем от фотодатчиков слежения за кромкой полосы;
Для нанесения разделительной смазки на полосу в конструкции промасливающей машины используется принцип только электростатических сил. В системе не применяются воздух или жидкая среда, которые могут вызвать чрезмерное распыление. Жидкость не поглащает электростатический разряд и сразу начинает разделяться и распыляться на мелкие частицы. Капли заряжаются, и поскольку одноименные заряды отталкиваются, а разноименные притягиваются, они образуют равномерно рассеянный туман, который равномерно притягивается к полосе.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
1. Материал полосы - медь и ее сплавы
2. Толщина полосы, мм 0,05-2,0
3.Параметры исходных рулонов :
- ширина полосы, мм 200-650
- наружный диаметр рулона, мм до 1300
- внутренний диаметр рулона, мм 500
- масса рулона, кг до 2800
- исходное натяжение в рулоне, кН до 80
4.Разделительная смазка эмульсия СП-3
5. Натяжение полосы после перемотки
- толщиной до 0,3 мм < Нàммª до 4
- толщиной от 0,3 до1,0мм< Нàммª от 15 до 20
- толщиной более 1,0 мм< Нàммª до 30
6. Максимальное натяжение, кН 40
7. Скорость перемотки, мàмин. 30-180
8. Телескопичность, мм до 1 мм
9. Давление в гидросистеме, МПа 10
10.Давление в пневмосистеме, МПа 0,4 – 0,6
11.Габаритные размеры установкиÖ
- ширина, м 7
- длина, м
СОСТАВ ОБОРУДОВАНИЯ
Устройство для перемотки рулонов состоит из
1.Тележки загрузочной.
2.Разматыватель
3.Установки фотодатчика.
4.Роликов тянущих с отгибателем.
5Роликов центрирующих.
6.Машины промасливающей фирмы PEABODY,
7.Роликов натяжных.
8. Моталки.
9. Тележки разгрузочной.
10. Системы управления гидропневмоприводами.
(станция насосная и разводка трубопроводов)
11. Оборудование системы управления электроприводами.
12. Части анкерные.
КРАТКОЕ ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Рулоны полосы цеховыми транспортными средствами устанавливаются на тележку загрузочную и перемещается на разжимной барабан разматывателя с установкой рулона по оси агрегата. Далее конец полосы через фотодатчики следящей системы подается в тянущие и центрирующие ролики, центрируется по оси устройства и подается в промасливающую машину. Далее передний конец полосы через пережимные ролики подается к моталке и закрепляется. Производится намотка двух-трех витков полосы. После чего опускается верхний ролик пережимных роликов для создания перегиба полосы и необходимого натяжения при смотке и работа устройства переводится на рабочую скорость. В промасливающей машине предусмотрены датчики расхода масла с целью контроля удельного расхода на каждую сторону полосы. Удельный расход масла в гàмª индицируется на дисплее главного пульта управления.
Разматыватель при работе агрегата на рабочей скорости перемещается возвратно-поступательно поперек оси устройства, центрируя полосу относительно базовой кромки.
После окончания намотки, верхний ролик устройства натяжного отводится в исходное положение. Задние концы лент липкой лентой прикрепляются к рулонам. Полученные рулоны сталкивателем моталки перемещаются на разгрузочную тележку и далее цеховыми транспортными средствами на место складирования.
|









