Ножницы кромкокрошительные НКЛ4-500
Ножницы кромкокрошительные предназначены для дробления отрезанной кромки и установливаются в агрегате резки. Предлагаемые ножницы кромкокрошительные устанавливаются в АПР.
Техническая характеристика
1. Диаметр ножей по описываемой окружности, мм 500,5 2. Длина ножа, мм 300
3. количество ножей на барабане, шт 4
4. Разрезаемый металл:
предел прочности, кг/мм2 до 80
относительное удлинение, % до 30
толщина, мм 1,6…8
ширина кромки, мм до75
5. Скорость прохождения полосы, м/с 0,5…2,5
6. Привод перемещения клетей от гидроцилиндров
7. Скорость перемещения клетей, м/мин 0,56
8. Давление в гидросистеме, МПа 10
Устройство и принцип работы
Ножницы состоят из кромкокрошителя левого и кромкокрошителя правого.
Каждый из кромкокрошителей состоит из плиты и установленных на ней клети кромкокрошителя и привода кромкокрошителя. Клеть и плита привода соединены между собой шарниром.
Каждый из приводов ножниц кромкокрошительных состоит из плиты на которой установлены электродвигатель и редуктор, соединённых между собой зубчатой муфтой. Выходные концы редукторов посредством зубчатых муфт соединены с верхними ножевыми валами клетей кромкокрошителя.
Клеть кромкокрошителя левая и клеть кромкокрошителя правая аналогичны по конструкции и отличаются только исполнением.
Клеть кромкокрошителя состоит из узла станин, вала ножевого верхнего, вала ножевого нижнего, желоба и механизма регулировки торцевого зазора.
На ножевых валах установлены съёмные режущие головки. Это сделано для того, чтобы замену ножей производить не каждый в отдельности, а комплектно режущей головкой. В каждой режущей головке устанавливаются по четыре ножа. Ножи устанавливаются в пазах режущих головок расположенных под углом к оси головки и крепятся при помощи клиньев. Режущие головки насаживаются на конические посадочные места ножевых валов и фиксируются при помощи шлицевых гаек.
Клети кромкокрошителя совместно с приводами перемещаются по плитам при помощи гидроцилиндров. Такой привод перемещения позволяет настраивать клети кромкокрошителя на наобходимей размер как совместно, так и каждую клеть отдельно.
По желанию заказчика для перемещения клетей возможна установка винтовых пар.
Замену режущих головок следует производить в следующей последовательности: вначале снимают верхние режущие головки затем нижние, а надеваются в обратной последовательности.
Замена режущих головок происходит следующим образом:
-
Откручивают шлицевые гайки.
-
В режущую головку вкручивают рым-болт и в него заводят трос, который закреплён на крюку мостового крана.
-
Режущую головку снимают с посадочного места вала и краном отвозят на отведённое место.
-
Подготовленную для замены режущую головку устанавливают в обратной последовательности.
-
После замены всех режущих головок при помощи механизма регулировки торцевого зазора, в зависимости от толщины разрезаемого металла, устанавливается необходимый зазор между ножами.
Настройка и перешлифовка режущих головок происходит следующим образом:
1. Режущие головки разбираются (снимаются клинья и ножи)
2. Под ножи устанавливаются прокладки толщиной необходимой для перешлифовки ножей в необходимый диаметр.
3. На специальную оправку насаживаются две режущие головки работающие в паре (верхняя и нижняя).
4. Режущие головки фиксируются на оправке гайками.
5. Оправка с режущими головками передаётся на шлифовку.
С ножницами кромкокрошительными может поставлятся стенд (см. стр 21 ) для настройки режущих головок. Он предназначен для настройки головок по всем парам режущих ножей и геометрически повторяет клеть кромкокрошителя.
Электропривод и управление
( совместно для мнодисковых и кромкокрошительных ножниц)
В качестве приводных электродвигателей регулируемых механизмов используются электродвигатели постоянного тока с питанием от тиристорных преобразователей.
Вспомогательные механизмы сближения ножей, передвижения клетей дисковых ножниц и тележки уборки обрезков приводятся асинхронными короткозамкнутыми электродвигателями, а механизм передвижения клетей кромкокрошительных ножниц имеет гидропривод.
Однолинейная схема питания электроприводов приведена на рис.1. В схеме введены следующие обозначения: Q - высоковольтный выключатель, 1VТ – силовой трансформатор, 1QF→6QF – автоматические выключатели, 1КМ1→3КМ1 – линейные контакторы, 2L,3L – коммутационные реакторы, 1UZ→3UZ – тиристорные преобразователи (силовая часть), Simoreg CM – модуль управления, 1R→3R – резисторы динамического торможения, 4КМ1,4КМ2,5КМ1,5КМ2,
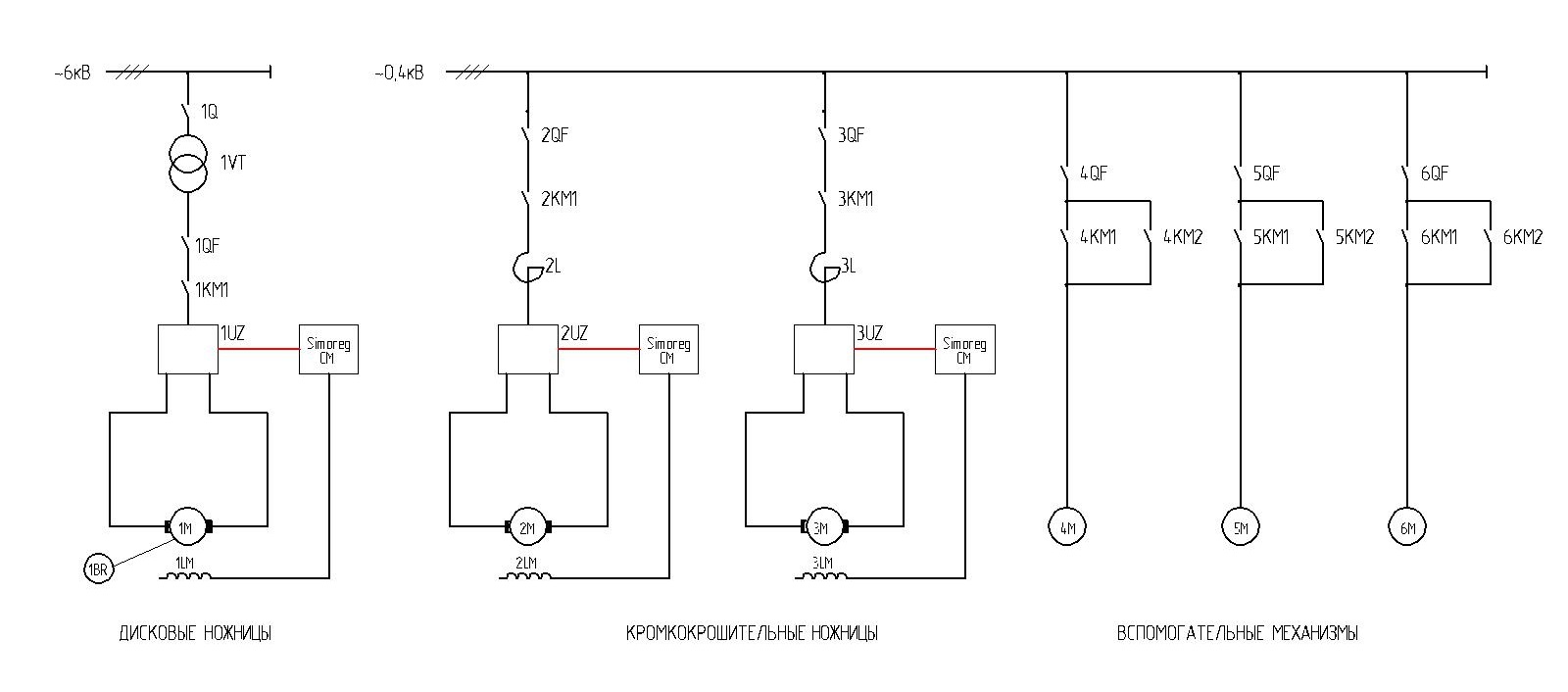
Рис.1 Однолинейная схема электроприводов
6КМ1,6КМ2 – реверсирующие контакторы нерегулируемых электроприводов, 1М → 6М –приводные электродвигатели, 1BR – импульсный датчик.
Для привода дисковых ножниц используется двигатель постоянного тока типа
П2450 36, 315кВт, 440В, 630/1500 об/мин.
В соответствии с требуемым длительным режимом работы S1 электродвигатель оснащен принудительной системой воздушного охлаждения от отдельного вентилятора-наездника, приводимого асинхронным электродвигателем с короткозамкнутым ротором.
Для питания и регулирования скорости электродвигателя дисковых ножниц используется тиристорный преобразователь, построенный по гибридному принципу. Силовая часть этого преобразователя выполнена на базе тиристорного преобразователя серии КТЕ5 с естественным охлаждением, на 800А, 440В, производства НПП «Преобразователь-Комплекс», г. Запорожье, схема выпрямления трехфазная встречно-параллельная, шестипульсная, реверсивная (4Q), управление вентильными группами - раздельное. В качестве системы управления преобразователя и регулирования электропривода используется цифровой микропроцессорный программируемый модуль управления Simoreg CM фирмы Siemens. В комплекте с модулем управления в преобразователе устанавливаются специализированные трансформаторы тока фирмы Siemens, которые служат для измерения тока нагрузки электропривода. В составе указанного модуля управления имеется встроенный тиристорный возбудитель, к которому подключена обмотка возбуждения электродвигателя. Схема выпрямления возбудителя однофазная, нереверсивная (1Q).
Подключение тиристорного преобразователя к высоковольтной питающей сети выполнено через индивидуальный понижающий силовой трансформатор, автоматический выключатель и линейный контактор. Трансформатор двухобмоточный, по типу ТСЗП, схема соединения обмоток D/Y, охлаждение воздушное, мощность 630кВА.
Для предотвращения поломок ножей при аварии электропривода дисковых ножниц, электропривод не оснащается механическим тормозом и устройством динамического торможения, в случае аварии происходит отключение линейного контактора и выдается сигнал в общую схему автоматизированного управления агрегатом для перевода агрегата в режим торможения с форсированным темпом.
Свободно программируемая система автоматического регулирования скорости электропривода дисковых ножниц построена, как двухконтурная система подчиненного регулирования с контуром регулирования якорного тока электродвигателя с обратной связью по входному току тиристорного преобразователя и контуром регулирования скорости с обратной связью от пристроенного импульсного датчика на валу электродвигателя. Задание скорости дисковых ножниц поступает из общей схемы управления агрегатом, но оператору будет предоставлена возможность изменения в небольших пределах скорости ножниц относительно скорости движения ленты в агрегате.
Система регулирования тока возбуждения электродвигателя - одноконтурная с обратной связью по току возбуждения обеспечивает поддержание номинального значения тока возбуждения.
Для привода двух клетей кромкокрошительных ножниц используются двигатели постоянного тока типа Д810, 55кВт, 440В, 145А, 560об/мин для работы в продолжительном режиме S1, с независимой вентиляцией.
Аналогично электроприводу дисковых ножниц для питания и регулирования скорости электродвигателей кромкокрошительных ножниц используются тиристорные преобразователи, построенные по гибридному принципу. Силовая часть этих преобразователей выполнена на базе тиристорных преобразователей серии КТЕ5 с естественным охлаждением, на 200А, 440В, производства НПП «Преобразователь-Комплекс», г. Запорожье, схема выпрямления трехфазная встречно-параллельная, шестипульсная, реверсивная (4Q), управление вентильными группами - раздельное. В качестве системы управления преобразователя и регулирования электропривода в каждом преобразователе используется цифровой микропроцессорный программируемый модуль управления Simoreg CM фирмы Siemens. В комплекте с модулями управления в преобразователях устанавливаются специализированные трансформаторы тока фирмы Siemens, которые служат для измерения тока нагрузки электропривода. В составе указанных модулей управления имеются встроенные тиристорные возбудители, к которым подключены обмотки возбуждения электродвигателей. Схема выпрямления возбудителя однофазная, нереверсивная (1Q).
Питание тиристорных преобразователей электроприводов кромкорошительных ножниц производится от сети 380В через коммутационные реакторы, автоматические выключатели и линейные контакторы.
Для предотвращения поломок ножей при аварии электропривода кромкокрошительных ножниц, электроприводы не оснащаются механическими тормозами и устройствами динамического торможения, в случае аварии происходит отключение линейного контактора и выдается сигнал в общую схему автоматизированного управления агрегатом для перевода агрегата в режим торможения с форсированным темпом.
Свободно программируемые системы автоматического регулирования скорости электроприводов кромкокрошительных ножниц построены, как двухконтурные системы подчиненного регулирования с контуром регулирования якорного ток электродвигателя с обратной связью по входному току тиристорного преобразователя и контуром регулирования скорости с обратной связью по ЭДС электродвигателя. Задание скорости кромкокрошительных ножниц поступает из общей схемы управления агрегатом, но оператору будет предоставлена возможность изменения скорости ножниц относительно скорости движения ленты в агрегате для изменения длины отрезаемых частей кромки.
Система регулирования тока возбуждения электродвигателя - одноконтурная с обратной связью по току возбуждения обеспечивает поддержание номинального значения тока возбуждения.
Следует отметить, что в связи с относительно малой мощностью электроприводов кромкокрошительных ножниц вариант применения гибридных тирсторных преобразователей является менее экономичным по сравнению с применением тиристорных преобразователей серии Simoreg 6RA70 фирмы Siemens.
Асинхронные электродвигатели механизмов сведения ножей дисковых ножниц, перемещения клетей дисковых ножниц и тележки уборки обрези подключены к сети 380В через автоматические выключатели и реверсивные контакторы. |









