Схема управления стенда для набора дисковых ножей
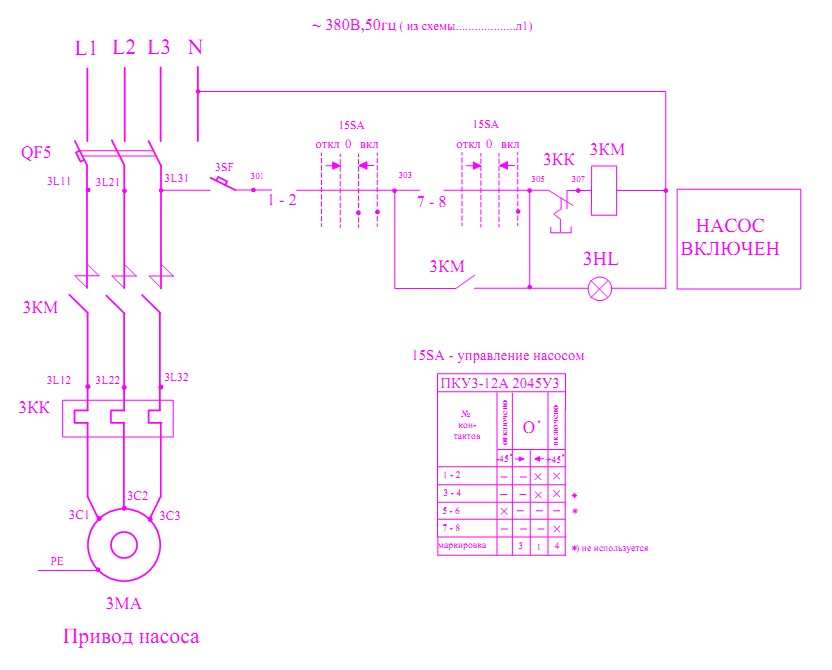
Для понимания работы схемы управления необходимо вначале скачать или открыть ее по ссылкам: лист1, лист2, лист3, лист 4. Перед началом работы на стенде необходимо включить электроаппараты согласно требованиям о подготовке стенда к работе. О готовности электрической части к работе сигнализируют лампочки HL1,HL2,HL3. Производим включение привода насоса гидросистемы (привод 3МА) путем поворота переключателя 15SA вправо на 45°в положение “вкл”,срабатывает пускатель 3КМ и своим нормально открытым (н.о) контактом 303-305 становится на самоподхват, а на пульте ПУ1 загорается сигнальная лампочка 3HL, сигнализирующая о включении гидронасоса.
В ручном режиме включения работают следующие приводы:
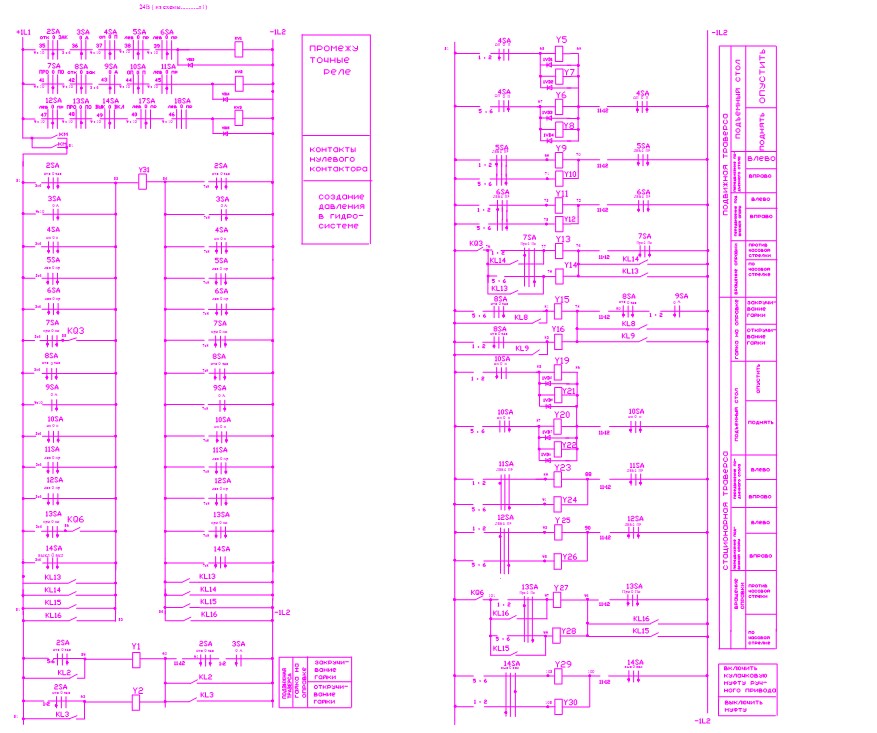
- закручивание ( откручивание) гаек на оправках одиночные хода, электромагниты Y2,Y15,(Y1,Y14) при помощи переключателей 2SA,8SA переводя их из нулевого положения в положение “отк” или“зак”;
- подъемный стол поднять (опустить) электромагниты Y5,Y18 (Y6,Y19) при помощи переключателей 4SA,10SA; переводя их из “0” положения в положение “п”- поднять или “оп”- опустить;
- передвижение подъемного стола вправо (влево) электромагниты Y8,Y21 (Y7,Y20) при помощи переключателей 5SA,11SA; переводя их из “0” положения в положение “Пр” или “лев”;
- передвижение подвижной опоры вправо (влево) электромагниты Y10,Y23 (Y9,Y22) при помощи переключателей 6SA,12SA; переводя их из “0” положения в положение “Пр” или “лев”;
- передвижение стойки стола вправо (влево) электромагниты Y3,Y16 (Y4,Y17) при помощи переключателей 17SA,18SA; переводя их из “0” положения в положение “Пр” или “лев”;
- включение кулачковой муфты ручного привода, электромагниты Y26,Y27 при помощи переключателя 14SA, переводя его из положения “0” в положение “вкл” или “выкл”.
Схемой управления предусматривается следующая автоматизация для приводов закручивания (откручивания) гаек на оправках в полуавтоматическом режиме на подвижной и стационарной траверсах.
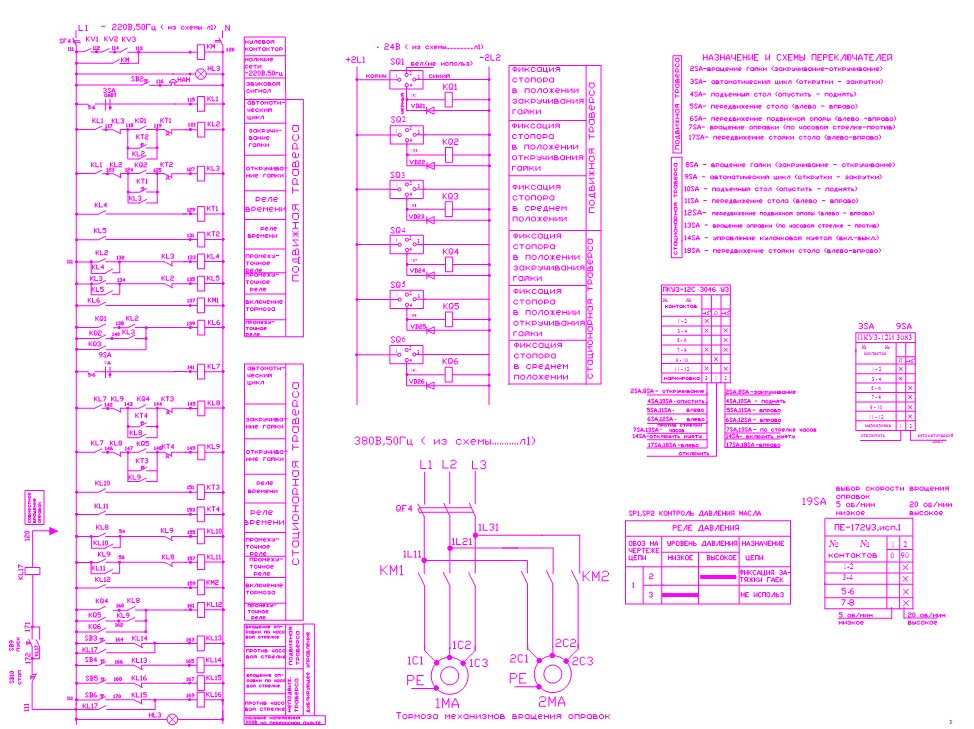
Как было описано в разделе 4, закручивание (откручивание) гаек на оправках производится с помощью гидромоторов, вращающих оправки. Окончательный зажим (разжим) гаек на оправке производится с помощью гидроцилиндров. Для гидромоторов предусмотрено две скорости вращения: - 20 об/мин и 5 об/мин. Высокая 20 об/мин используется для быстрого закручивания (откручивания) гаек. Низкая 5 об/мин используется для проверки собранных оправок на биение ножей . Схемой управления предусмотрен выбор необходимой скорости вращения гидромотора при помощи переключателя 19SA. Для низкой скорости 5 об/мин. переключатель находится в исходном нулевом положении. Управление гидромоторами осуществляется с помощью электромагнитов Y12,Y25 для вращения оправки по часовой стрелке и электромагнитов Y11,Y24 для вращения против часовой стрелки. Включение и отключение электромагнитов производится переключателями 7SA, 13SA переводя их из положения “0” в положение “По” или “Про”.
Для получения высокой скорости вращения гидромоторов 20 об/мин, необходимо произвести следующие переключения. Переключатель 19SA перевести с исходного положения в положение “высок” при этом получит питание реле KV8 и своими нормально открытыми контактами (н.о.) 327-328,329-74 подготовит к включению электромагнитY13. Для вращения оправки по часовой стрелке необходимо включить электромагниты Y12,Y13. Для этого переключатель 7SA переводят из положения “0” в положение “По”, при этом получает питание электромагнит Y12 и реле KV10, которое своим н.о. контактом 79-327 включает электромагнит Y13 и оправка начинает вращаться по часовой стрелке со скоростью 20 об/мин. Для остановки оправки достаточно переключатель 7SA перевести в положение “0”.Чтобы вращать оправку против часовой стрелки необходимо 7SA перевести из положения “0” в положение “Пр ” при этом получает питание электромагнит Y11 и реле KV9, которое своим н.о. контактом 77-327 включит электромагнит Y13, а далее управление повторяется.
Работа по управлению электромагнитами стационарной траверсы аналогичная вышеописанной, только используется переключатель 13 SA, электромагниты Y25, реле KV12 и Y28, или Y24, реле KV11 и Y28. В обоих случаях перед началом включения управления гидромоторами необходимо предварительно установить стопор рычажно-храпового механизма в среднее положение, что фиксирует выключатель SQ3 и реле KQ3 подвижной траверсы и SQ6 и реле KQ6 для стационарной траверсы, которые своими н.о. контактами 51-76 и соответственно 51-101 дают разрешение на управление электромагнитами.
Закручивание гаек на оправках с помощью гидромоторов является предварительной операцией. Окончательная затяжка (или начальное откручивание) производится с помощью гидроцилиндров, управляемых электромагнитами Y2,Y1 на подвижной траверсе и Y15,Y14 на стационарной траверсе.
Для затяжки гаек на оправке подвижной траверсы необходимо предварительно установить стопор рычажно-храпового механизма в первое положение фиксируемое выключателем SQ1 и реле KQ1. Далее переключатель 3SA перевести из нулевого положения в положение “автоматический цикл”, переключатель 2SA находится в исходном “0”- положении.
При этом срабатывает промежуточное реле KL1 и своими н.о. контактами 111-117 и 111-123 подготавливает к включению реле KL2 ( закручивание гайки) и реле KL3( откручивание гайки). В связи с тем, что реле KQ1 включено и замкнуты его н.о контакты 118-119 получает питание реле KL2 и своими н.о контактами 51-59 и 60-1L2, включает электромагнит Y2 на закручивание гайки. Гидроцилиндры совершают ход “вперед”. Одновременно реле KL2, разрывает свой н.з. контакт 123-124 в цепи реле KL3 и замыкает н.о. контакты 111-132 в цепи питания промежуточного реле KL4, которое становится на самопитание, разрывает свой н.з. контакт 134-135 в цепи питания реле KL5 и замыкает н.о. контакт 138-139 в цепи питания реле KL6. Реле KL6 своим н.о. контактом 111-137 включает цепь питания пускателя KM1, который в свою очередь контактами 1L11-1C1, 1L21-1C2 и 1L31-1C3 включает электродвигатель 1MA на растормаживание тормоза механизма вращения оправки на подвижной траверсе.
При включении промежуточного реле KL4, оно своим н.о. контактом 111-129 включает реле времени KT1, которое с предварительно выбранной выдержкой времени в пределах (0,1…15с), размыкает свой н.з. контакт 119-121 в цепи реле KL2 и замыкает н.о. 124-125 в цепи реле KL3. В результате этих переключений отключается реле KL2 и включается реле KL3, вследствие чего электромагнит Y2 отключается, а электромагнит Y1 контактами 51-63 и 60-1L2 включается и гидроцилиндры механизма закручивания гаек совершают ход “назад” так называемый холостой ход, тормоз при этом отключен так как разомкнуть контакты 138-139 реле KL2 (хотя н.о. контакты 140-139 реле KL3 замкнуты, но не включено реле KQ2).
При включении реле KL3 происходят следующие переключения:
- размыкается н.з. контакт 117-118 в цепи реле KL2
- замыкается н.о. контакт 124-125 шунтирующей н.о. контакт реле KT1, (становится на самопитание)
- замыкается н.о. контакт 111-134 в цепи питания реле KL5, которое становится на самопитание и включает реле времени KT2 н.о. контактом 111-131;
- размыкается н.з. контакт KL3 132-133 и отключается реле KL4, которое в свою очередь н.о. контактом 111-129 отключает реле времени KT1. Реле времени KT1 замыкает свой н.з. контакт 119-121 в цепи питания реле KL2 подготавливая его к последующему включению.
По истечению выдержки времени реле KT2 размыкает свой н.з. контакт 125-127 в цепи питания реле KL3, последнее отключается и происходят следующие переключения: замыкается н.з. контакт KL3 117-118 в цепи питания реле KL2, отключается электромагнит Y1 и включается электромагнит Y2 с помощью контактов реле KL2 и цикл работы электромагнитов Y2 и Y1 повторяется.
Когда гайка на оправке затянется до требуемого момента, срабатывает реле давления SP1 (контролирующее рост давления в гидроцилиндрах закрутки гайки до определенной, предварительно заданной величины). Реле давления SP1 замыкает свой н.о. контакт 51-320 и включается реле KV4 (фиксирует зажим гайки), которое своим н.з. контактом 59-324 размыкает цепь питания элетромагнита Y2.Режим затяжки гаек на оправке подвижной траверсы окончен. Переключатель 3SA (автоматический цикл закрутки) необходимо перевести в исходное ( отключенное) нулевое состояние.
Для автоматической затяжки гаек на оправке стационарной траверсы используется переключатель 9SA, электромагниты Y15,Y14, реле KL7…KL12, реле времени KT3,KT4, пускатель KM2, реле давления SP2, промежуточные реле KV6,KV7, конечные выключатели SQ4, SQ5, SQ6, реле KQ4, KQ5, KQ6, работа и взаимодействие которых аналогична, как было описано выше для подвижной траверсы.
После сборки оправок на подвижной и стационарной траверсах, производят сближение траверс для проверки биения ножей. Для этого на 3-4 сек. кнопкой управления SB2 включают звуковой сигнал, а затем переключателем 16SA включают электродвигатель 4МА на сведение траверс. Кулачковая муфта ручного привода перемещения траверс, должна быть в отключенном состоянии, а бесконтактный выключатель SQ9 и реле KQ9 контактом 201-202 дадут разрешение на включение двигателя 4МА. Оператор в нужном положении останавливает подвижную траверсу либо она останавливается автоматически при срабатывании выключателя SQ7 и реле KQ7 размыкая н.з. контакт 207-208. Окончательное сближение производится вручную с помощью штурвала, при этом необходимо переключателем 14SA включить кулачковую муфту с помощью электромагнита Y26. Отключается муфта путем включения электромагнита Y27.
Все аппараты управления приводами стенда расположены на пульту управления ПУ1. Для удобства управления предусмотрен также переносной пульт ПУ2 с помощью которого можно дублировано включать (отключать) следующие приводы:
- кнопками управления SB7,SB8 можно сводить или отводить подвижную траверсу;
- кнопкой SB3 и реле KL13 осуществляется управление вращением оправки подвижной траверсы по часовой стрелке;
- то же, но против часовой стрелки с помощью кнопки SB4 и реле KL14;
-кнопкой SB5 и реле KL15 осуществляется управление вращением оправки на стационарной траверсе по часовой стрелке;
- то же, но против часовой стрелки с помощью кнопки SB6 и реле KL16;
- совместное вращение оправок на подвижной и стационарной траверсах кнопкой SB9 и реле KL17 в режиме “Пуск” и остановка кнопкой SB10 “Стоп”. При этом оправки будут вращаться с помощью гидромоторов с той скоростью которая выбрана переключателем 19SA на основном пульте управления ПУ1 ( 5 об/мин или 20 об/мин).
Места расположения переносного пульта управления ПУ2 определяет заказчик.
Для дополнительного освещения стенда предусмотрены два прожектора по 1000Вт ( HL5 и HL6) установленные на стойках, которые, при необходимости, включаются автоматическим выключателем QF7, расположенном в шкафу ШУ, а рукоятка включения выведена наружу.
Внимание! Автоматический выключатель QF7 находится под напряжением при отключенном автоматическом выключателе ввода QF1.
По окончании работы на стенде, оператор может дистанционно отключить автомат ввода QF1 путем нажатия кнопки SF1 с грибовидным толкателем на ПУ1, при этом погаснет сигнальная лампочка HL7 на двери шкафа управления ШУ.
| 






{kind=link}
{kind=link}
{kind=link}
{kind=link}


